生产调度问题分类——约束视角

获取更多资讯,赶快关注上面的公众号吧!
文章目录
- 提交日期
- 中断
- 优先约束
- 顺序依赖准备时间
- 工件族
- 批处理
- 故障
- 机器适用限制
- 排列
- 阻塞
- 无等待
- 再循环
生产调度问题是实际工作中广泛存在的运筹学问题,可以描述为“给定若干加工任务,根据已有的生产条件,对任务按照一定的生产加工步骤进行安排,并在时间上分配有限的资源,使得某项性能指标最优”。从数学建模方面来说,生产调度问题就是,对于给定的生产任务进行建模,在满足特定的约束条件下,使得目标函数值达到最优或者近似最优。
生产调度问题起源于上世纪50年代,对该问题的研究具有重要的实用价值,吸引了大量国内外研究人员的关注,人们尝试从不同的科学领域去解决该问题,但是大部分车间调度问题属于NP-Hard问题(作业车间调度问题:P还是NP),目前还无法证实P=NP,因此NP问题无法在多项式时间内解决,即无法获得全局最优解。
1979年,Graham等提出了三元组 α ∣ β ∣ γ \alpha|\beta|\gamma α∣β∣γ表示法来描述调度问题。其中 α \alpha α表示机器环境, β \beta β描述了工件加工特征和详细约束, γ \gamma γ代表调度性能指标。
上一篇文章中(生产调度问题分类——机器视角),详细介绍了 α \alpha α域即机器环境,本文将重点说明 β \beta β域。
提交日期
提交日期也称为释放日期(release date),表示工件 j j j需要在提交日期 r j r_j rj及之后才能开始。
在陆续抵达的车间调度问题中需要考虑此约束,同时在一些其他场景下,如物料预计到达时间(齐套时间)、机器维修完成时间、人工设置的最早开始时间等,也均可等效为这种约束。

中断
中断(prmp)含义是不必将一个作业在其加工完成之前一直保留在机器上。它允许计划员在任何时间中断一项作业的加工,而把另一项作业放到该机器上。一项中断的作业已经完成的部分不会丢失,即当一项中断的作业重新返回到机器上时,仅需要加工完剩下的作业即可。
在一些机加工车间中,部分机床存在多工作台,机床正在加工的同时,其他工作台正在准备,如果准备的工件优先级较高,可以切换工作台从而中断正在进行的工件。其实这个约束在实际场景中并不是很常见,所以大多数论文中也都会假设工件不允许中断。

优先约束
优先约束(prec)其实可以出现在任意的机器环境中,其表示在一项作业开始加工前,另一项或多项作业必须先完成。
- 如果每项作业最多有一个前置,最多有一个后置,这种优先约束称为链式;
- 如果作业最多有一个后置,该约束称为入树;
- 如果作业最多有一个前置,则称为出树;
- 如果作业可以既可以有多个前置也可以有多个后置,则称为网状。
在存在多个生产过程、指定作业顺序、装配作业场景下,均会存在这种约束。

顺序依赖准备时间
s j k s_{jk} sjk表示工件 j j j和工件 k k k之间的由加工顺序决定的准备时间。如果工件 j j j是第1个,则 s 0 k s_{0k} s0k表示工件 k k k的准备时间;如果工件 j j j是最后一个,则 s j 0 s_{j0} sj0表示工件 j j j之后的清理时间。如果工件 j j j和工件 k k k之间的准备时间还与机器有关,那么就表示为 s i j k s_{ijk} sijk。
在需要夹治具的机加工(尤其是大件)场景中需要考虑此约束,因为不同的工件需要的夹治具不同,夹治具的拆卸和安装时间也不同,导致工件在按照不同顺序加工时的准备时间也不同;此外,在流水线型的装配制造中,不同的工件需要的物料种类和数量不同,甚至还需要重新准备线体。

工件族
工件族(fmls)是将 n n n个工件划分为 F F F个类(每一类就是一个工件族)。同一族的工件可能加工时间不同,但都可在同一机器上加工且两者之间不需要准备时间。当机器切换工件族(如从族 g g g切换到族 h h h)时,需要一定的准备时间。如果这个准备时间取决于工件族 g g g和 h h h且是顺序依赖的,那么就表示为 s g h s_{gh} sgh;如果准备时间仅依赖于后置工件族 h h h,那么表示为 s h s_h sh;如果不依赖于任何工件族,则表示为 s s s。
工件族实际上是更粗粒度的顺序依赖准备时间。顺序依赖准备时间定义的是两个工件之间的准备时间,而工件族则是两类工件之间的准备时间。
这在实际中是有现实意义的。因为某些工件之间仅仅存在较小的差别(比如颜色),对于生产准备没有影响,如果定义到每两个工件之间的准备时间,对于品种较多的工厂来说是非常耗时的一项工作。而如果能把一些工件进行分类(成组技术),在较少的类别上定义准备时间势必减少很多工作量。

批处理
一台机器可同时加工 b b b( b > 1 b>1 b>1)个工件,即加工批量为 b b b,这种为批处理( b a t c h ( b ) batch(b) batch(b))。一个批量中各个工件的加工时间可以不全相同,批次中的最后一个工件都完成后整个批次才算完成,即整个批次的完成时间取决于加工时间最长的工件。
此约束在热处理等场景中非常常见,热处理炉具有一定容积,可同时放入多个工件进行处理。

故障
机器故障(brkdwn)意味着机器不能连续使用,需要进行维修或保养。
其实在休息、节假日期间,机器也不工作(无人车间暂不考虑),所以更准确的叫法是机器停机。

机器适用限制
当机器环境是 m m m台并行机( P m P_m Pm)时,机器适用限制( M j M_j Mj)是指并不是所有 m m m台机器都有能力加工工件 j j j,集合 M j M_j Mj表示可以加工工件 j j j的机器集合。
在实际车间环境中,当工件对机器有特殊要求或机器不具备特定的人/模治具时,可能会导致并不是所有的机器都可加工该工件。
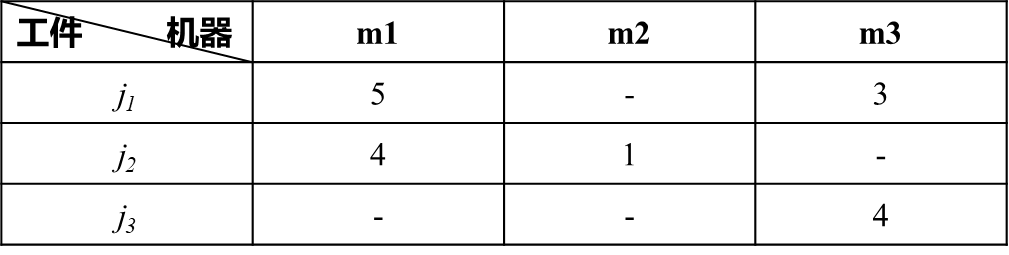
( M 1 = { m 1 , m 3 } , M 2 = { m 1 , m 2 } , M 3 = { m 3 } ) (M_1=\{m_1,m_3\},M_2=\{m_1,m_2\},M_3=\{m_3\}) (M1={m1,m3},M2={m1,m2},M3={m3})
排列
在流水车间调度问题中可能出现的约束是每台机器前的队列遵循FIFO规则,即所有工件经过所有机器的顺序保持一致,这种调度问题也称为排列(置换)流水车间调度问题。

阻塞
阻塞(block)是可能出现在流水车间中的现象。如果一个流水车间在两台连续的机器之间只有有限的缓冲区,那么可能出现当缓冲区满的时候,上游的机器不允许释放已经加工好的工作,此时就会阻止或阻塞那台机器加工别的工作。

无等待
无等待(nwt)是流水车间中可能出现的另一种现象。工件不允许在两台连续的机器间等待,即一个工件在第1台机器上的开始时间不得不推迟,以保证该工件可以不必等待任何机器而通过流水车间。
在一些具有特定要求的车间中,如轧钢厂,不允许钢板等待,因为在热轧过程中需要保持一定温度,如果等待时间过长会导致冷却而无法达到温度要求。

再循环
在作业车间或柔性作业车间中,当一个工件可能经过一台机器或加工中心超过一次的时候,发生再循环(recrc),或称为可重入(reentrant)。
该约束广泛出现在许多工业制造过程中,如半导体制造、印刷电路板制造以及需要多次热处理的机加工制造等。
